





Choose a category
- Welding machines
- Weld bead cleaners
- Welding positioners
- Induction heaters
- Plasma cutters
- Rectifiers and starters
- Gas accessories
- Water coolers
- Trolleys
- Welding helmets
- Welding consumables
- Chemical
- Torches
- Abrasives
- Health and safety
- Spare parts
- Welding accessories
- Workshop tools
- Pneumatics
 New products
New products- Products on sale
Welder Fantasy PERFECT Bi-Pulse 261 4x4












Regular price:
product unavailable
Description
WELDER FANTASY PERFECT 261 4x4
Producer: Welder Fantasy | Welding methods: MMA, TIG, MIG | Power supply: 400V | Welding current: 250A | Efficiency: 60%
STANDARD EQUIPMENT
- Welder Fantasy PERFECT BI-PULSE 261,
- MIG / MAG welding torch 5m MB24 EURO,
- CO2 / AR reducer,
- Teflon wire feeder insert,
- Steel wire feeder insert,
- Steel rolls 1.0 - 1.2 - 2 pcs.
- Rollers for aluminum 1.0 - 1.2 - 2 pcs.
- Current nozzles - 4 pcs.
- 3m mass cable,
- 3m electrode cable,
- 3m gas hose,
- Manual and warranty card.
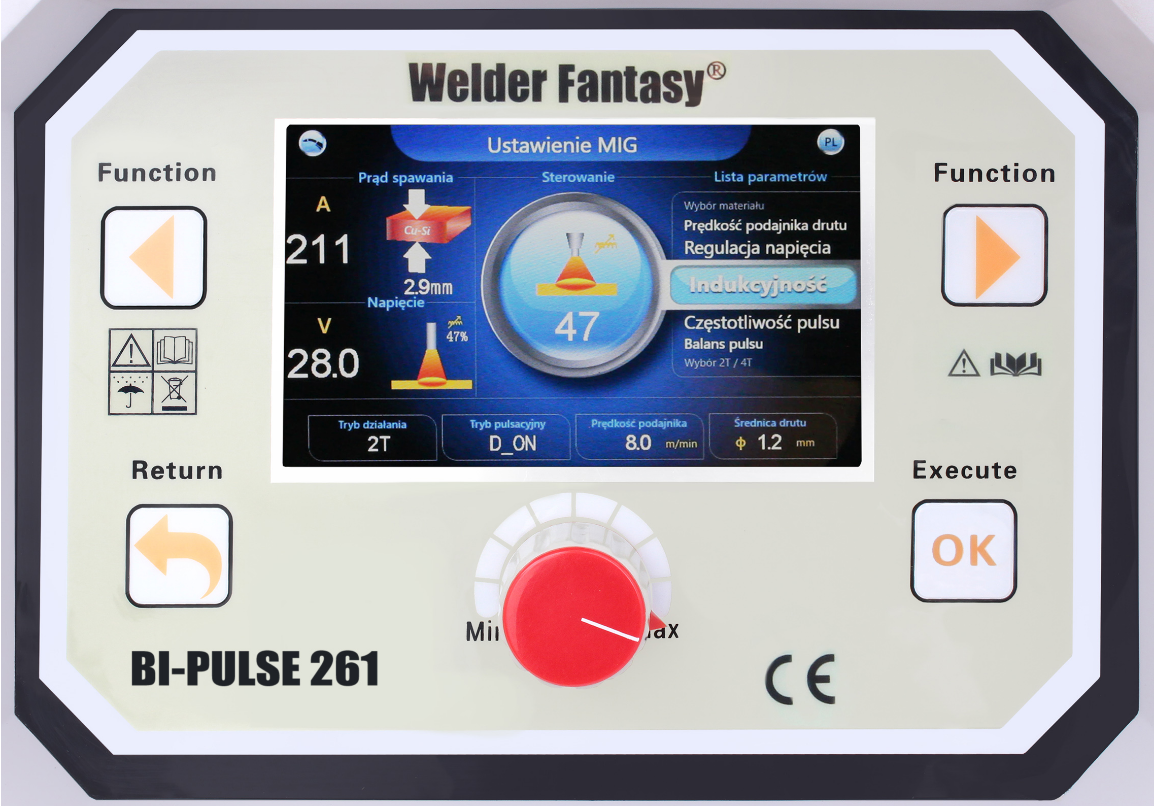
A modern, synergistic inverter source offering many possibilities in the performance of welding works.
Its main advantages are the possibility of welding with the use of single or double pulsation current in MIG or MAG mode and the possibility of using synergic settings.
Reliability and a wide range of applications of the devices make them satisfy even the most demanding users. Multifunctional, inverter semi-automatic welding machine Welder Fantasy PERFECT BI-PULSE 261.
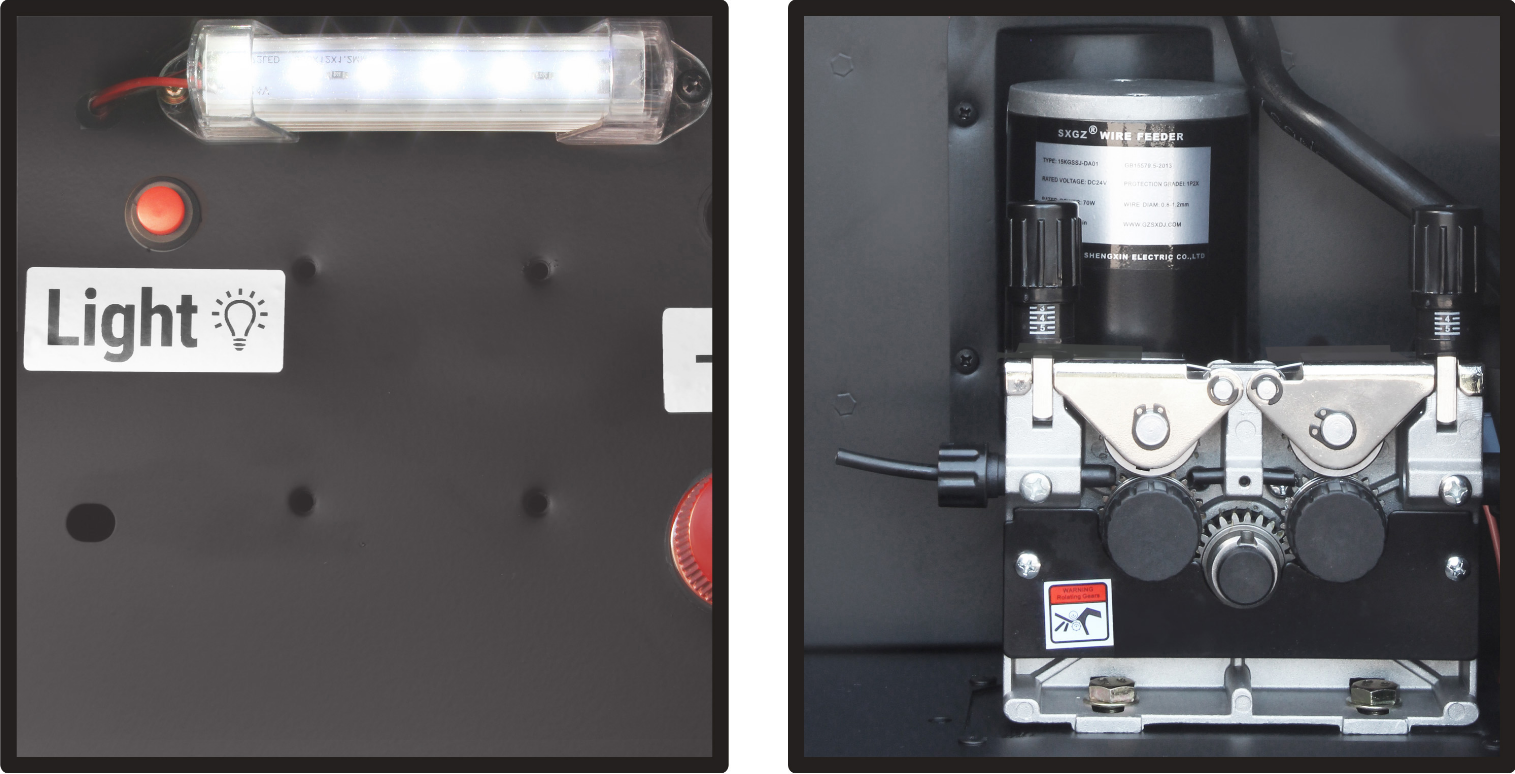
Welder Fantasy PERFECT BI-PULSE 261, equipped with a 4-roller wire feeder, is designed for manual arc welding of metals and metal alloys using the following methods:
- MIG / MAG with double pulse option,
- MIG / MAG with single pulse option,
- MIG / MAG - continuous welding,
- Braze welding,
- FCAW,
- Spot welding SPOT,
- TIG DC lift,
- MMA
The device has a smooth adjustment of voltage and welding current and is equipped with an overload thermal protection system that protects against excessive heating of the integrated circuits.
Thanks to the use of modern IGBT technology and high-quality components, Welder Fantasy PERFECT BI-PULSE 261 devices are ideally suited for professional welding works in industries such as automotive, metal structures and many others.
TECHNICAL DATA:
- Supply voltage [V]: 3 ~ 400
- Frequency [Hz]: 50
- Security [A]: 20
- Power consumption [kVA]: 9.5
- Power factor cosφ: 0.93
- Power cord diameter [mm2]: 4G 2.5
WELDING PARAMETERS:
- MMA welding current range [A]: 30 - 250
- TIG welding current range [A]: 10 - 250
- Welding current range MIG / MAG [A]: 40 - 250
- MMA output voltage [V]: VRD 13.6 / 79
- TIG output voltage [V]: 10.4 - 20
- MIG / MAG output voltage [V] : 16 - 26.5
- Efficiency: 60% 250A, 100% 194A
- Welding wire diameter [mm]: 0.8 / 1.0 / 1.2
- Feeder type: 4R PROF.
- Wire spool diameter / weight: 200mm, 5kg; 300mm, 15kg
THE REMAINING
- Insulation class: F.
- Housing protection class: IP21
- Weight [kg]: 44
- Dimensions, height / width / length [mm]: 810/510/800
IGBT TECHNOLOGY
Modern technology based on bipolar transistors with an insulated gate. It combines the ease of control of field effect transistors with a high breakdown voltage and the switching speed of bipolar transistors. The use of IGBT technology significantly extends the reliable operation of welding equipment.
LEVEL OF SECURITY
The IP defines the degree to which the device is resistant to the ingress of solid and water contaminants. IP21 means that the device is adapted to work in closed rooms.
MMA
A covered electrode method consisting of a metal core covered with a sheath. The welder feeds the electrode as it fuses to the workpiece so as to keep the arc of a constant length. The device allows welding with all types of electrodes, e.g. basic, cellulose, rutile or acid.
VRD
VRD (Voltage Reduction Device) function available in MMA mode. Increases safety and reduces the risk of electric shock.
ARC FORCE
Arc stabilization function by maintaining the voltage value of the welding arc regardless of its length and facilitating control of the amount of spatter.
HOT START
At the moment of arc ignition, the welding current is temporarily increased in order to heat the material and the electrode at the point of contact and to properly shape the penetration and the weld face at the initial stage of welding
MIG / MAG
Gas-shielded arc welding is one of the most widely used processes for the production of welded structures.
MIG PULSE
An advanced form of welding that uses the best forms of transfer of the molten electrode material to the workpiece. Unlike short circuits, pulse welding does not produce spatter or risk a cold "run-in".
Pulse welding positions are not limited as they are derivatives of globular or spray molds and their use is much more efficient. MIG PULSE is one of the best welding processes for a wide variety of metal applications and types.
DOUBLE FLASH PULSE
By welding with the MIG / MAG method with a double pulse, we obtain a high level of face appearance (scale effect). In addition, the use of automatic wire feeding affects the welding performance.
The MIG / MAG method with double pulse allows you to adjust the pulsation of the current (pulse balance) and to adjust the wire feed speed. Thanks to this, we improve the appearance of the weld.
TIG DC LIFT
Inert gas welding with a tungsten electrode. The use of this method enables the welding of all types of steel, i.e. carbon, alloy, stainless, acid-resistant steel, as well as copper alloys, e.g. bronze or brass.
GAS-FREE WELDING
Thanks to the polarity reversal function, it is possible to weld without shielding gas with FCAW self-shielding wire. It is a method with the use of a self-shielding flux-cored wire for welding (in all positions) steel of normal and increased strength, not exceeding 510 MPa
REGULATION OF INDUCTION
It enables optimization of the arc characteristics depending on the thickness of the welded element as well as the welding method and conditions. The function is useful during MIG / MAG welding of thin elements, preventing them from burning out and brazing of galvanized elements.
WORK CYCLE
The duty cycle is based on a 10-minute period. 60% duty cycle means that after 6 minutes of operation, a 4-minute break is required. Duty cycle of 100% means that the device can work continuously without interruption.
SYNERGY
Automatic adjustment of welding parameters such as voltage and intensity of the welding arc and the speed of the wire feeder. With one knob, the user regulates all the mentioned parameters simultaneously.
SPOT
Time welding function, used for tacking workpieces, thanks to which it is possible to obtain equal length of welds.
Braze welding
The device enables braze welding, mainly used in the automotive industry to join galvanized sheets together. 18 user programs can be saved.
2T / 4T
2T - Pressing the gun trigger button will cause gas to pre-flow, then strike the arc and start welding. When the button is released, the arc will be extinguished and gas will flow out.
4T - Pressing and releasing the welding gun button will pre-flow gas, then strike the arc and start welding. When the button is pressed and released again, the arc will be extinguished and the gas will flow out.
PRE GAS
Adjustment of the shielding gas flow time before welding in the range of 0 - 20s.
POST GAS
Post-welding shielding gas time adjustment in the range of 0 - 20s.