





Choose a category
- Welding machines
- Weld bead cleaners
- Welding positioners
- Induction heaters
- Plasma cutters
- Rectifiers and starters
- Gas accessories
- Water coolers
- Trolleys
- Welding helmets
- Welding consumables
- Chemical
- Torches
- Abrasives
- Health and safety
- Spare parts
- Welding accessories
- Workshop tools
- Pneumatics
 New products
New products- Products on sale
Sherman MIG 351M/4R







Regular price:
product unavailable
Description
SHERMAN® PROFI MIG 351M / 4R SEMI-AUTOMATIC WELDING MACHINE
Brand: SHERMAN | Welding methods: MIG / MAG, MMA | Power supply: 400V | Welding current: 350A | Efficiency: 60%
STANDARD EQUIPMENT
- Semiautomatic welding SHERMAN MIG 351M
- MIG / MAG TW36 welding torch 4m
- Mass holder - 3m
- Electrode holder - 3m
- User manual
- Warranty Card
The MIG 351M welder is the second generation equipment made in IGBT technology.
It is used for manual welding of steel and non-ferrous metals in a protective gas shield (MIG / MAG method) and with a coated electrode (MMA method).
It can also be used for gasless welding with flux cored wire.
The device also has the option of welding with wires with a spool diameter of 100mm using the Spoolgun holder.
The welder is powered by three-phase voltage 3x400V.
It is equipped with a professional 4-roll wire feeder with smooth regulation of the feed speed.
It also has a smooth adjustment of the welding voltage in MIG / MAG welding and the welding current in the MMA method.
The device is equipped with a gas delay control, a 2T / 4T switch and an inductance control useful for welding thin sheets.
They are protected against overload by a thermal protection.
Works with K-200 (5 kg) and K-300 (15) kg wire spools. The set includes a 4m long MIG TW-36 torch, electrode cable, and a ground cable with a clamp.
TECHNICAL SPECIFICATIONS:
- Supply voltage [V]: AC 3x400 50Hz
- Number of phases: 3ph
- Welding methods: MIG, MMA
- Manufacturing technology: IGBT
- Welding current [A]: 350
- Duty cycle [%]: 60
- Max. current consumption [A]: 19.5 (MIG) / 20.5 (MMA)
- Max. power consumption [kVA]: 14.7
- Welding current adjustment range (MIG): 50 - 350 A.
- Welding current adjustment range (MMA): 70 - 350 A.
- Max welding current for Spoolgun: 150 A
- Welding current control: Smooth
- Avg. spool with wire [mm]: 200, 300
- Wire feed speed adjustment range: 3 - 18 m / min
- Time adjustment range for the POST GAS function: 1 - 10 s
- Weight [kg]: 61
- Feeder: 4R
- Cooling: fan
- Dimensions (L x W x H) [mm]: 930 x 435 x 695
- Protection degree: IP21S
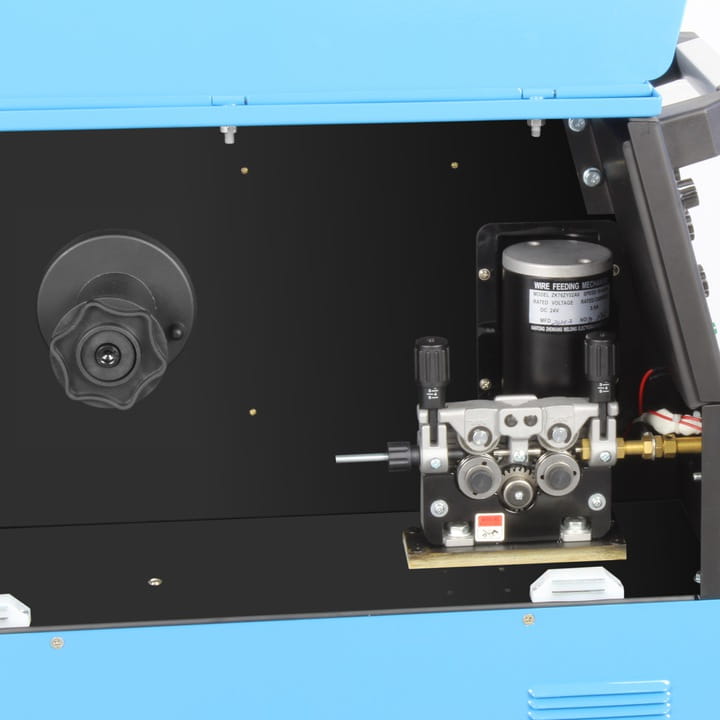
4-ROLL TRAY
A fully professional feeder made of die-cast aluminum.
It is equipped with 4 drive rollers driven by gear wheels. It is designed for heavy duty work.
MIG torch
- Handle type: TW-36
- Maximum current carrying capacity: 350A (CO2)
- Type of cooling: gas
- Cooling gas flow: 10-18 l / min
- Length: 4m
GAS-FREE WELDING
Thanks to the polarity reversal function, it is possible to weld without shielding gas with FCAW self-shielding wire. It is a method with the use of a self-shielding flux-cored wire for welding (in all positions) steel of normal and increased strength, not exceeding 510 MPa.
2T / 4T OPERATING MODE
In the two-tact mode, pressing the switch in the handle of the handle will turn on the ionizer and ignite the arc. Welding is carried out with the switch pressed. Releasing the switch will stop welding. In the four-tact mode, pressing the switch in the handle of the handle will turn on the ionizer and the arc ignition should then be released and welding with the released switch. Pressing the switch again will stop welding.
IGBT TECHNOLOGY
The basis for the construction of the electric energy conversion system of the welding machine are electronic systems made in IGBT technology that enable operation in the frequency range above 200 kHz
PROTECTION AGAINST OVERHEATING
The power source is equipped with a thermal automatic overload switch. When the temperature of the welding machine is too high, the protection disconnects the welding current and the diode indicating overheating lights up.
SPOOL GUN
We can use the SPOOL GUN holder with a wire feeder. The holder is designed for wires with a diameter of 100mm. Very helpful when welding aluminum with soft wires and CuSi3 for braze welding.
WARNING! THE HANDLE IS NOT A STANDARD EQUIPMENT
BRAZING
The device enables brazing, mainly used in the automotive industry to join galvanized sheets together.
REGULATION OF INDUCTION
It enables optimization of the arc characteristics depending on the thickness of the welded element as well as the welding method and conditions. The function is useful during MIG / MAG welding of thin elements, preventing them from burning out and brazing galvanized elements.