





Choose a category
- Welding machines
- Weld bead cleaners
- Welding positioners
- Induction heaters
- Plasma cutters
- Rectifiers and starters
- Gas accessories
- Water coolers
- Trolleys
- Welding helmets
- Welding consumables
- Chemical
- Torches
- Abrasives
- Health and safety
- Spare parts
- Welding accessories
- Workshop tools
- Pneumatics
 New products
New products- Products on sale
Sherman Inverter Welder DIGITIG 225GD AC/DC MIX









Regular price:
product unavailable
Description
⚡ Inverter Welder DIGITIG 225GD AC/DC MIX
DIGITIG 225GD AC/DC MIX is a professional-grade digital inverter welder designed for welding with TIG AC/DC, TIG MIX and MMA methods. The unit is built using IGBT technology and equipped with digital MCU microprocessor control, allowing precise adjustment of welding parameters, arc characteristics, pulse settings and AC welding operation.
The welder enables welding of steel, stainless steel, aluminium and non-ferrous metals. Thanks to the AC/DC MIX function, the device combines the advantages of direct current and alternating current, providing a stable arc, good penetration and effective surface cleaning when welding aluminium and its alloys.
✅ Key features of the device
- Welding with TIG HF, TIG Lift, TIG MIX and MMA methods.
- Support for DC direct current, AC alternating current and mixed AC/DC MIX current.
- IGBT inverter technology ensuring high efficiency and stable operation.
- Digital welding parameter control via MCU microcontroller.
- Suitable for welding aluminium, stainless steel, carbon steel and non-ferrous metals.
- Contactless TIG HF arc ignition and scratch ignition TIG Lift.
- TIG pulse adjustment: frequency, pulse width and base current.
- AC parameter adjustment: AC frequency, AC balance and waveform selection.
- MIX TIG function for mixed AC/DC current welding.
- Torch operating modes: 2T, 4T and SPOT welding.
- MMA functions: VRD, Hot Start and Arc Force.
- Memory for 10 sets of welding parameter settings.
- Fan Stop function reducing fan operation when the unit is not under full load.
- Thermal overload protection.
- Remote control capability.
✅ Application
The DIGITIG 225GD AC/DC MIX welder is suitable for professional metalworking, production, service, automotive and installation workshops. Thanks to AC, DC and MIX operating modes, the unit is suitable for welding steel, stainless steel, aluminium and non-ferrous metal components.
The device can be used both for precise TIG welding of thin materials and for repair or structural work using coated electrodes in MMA mode.
✅ Welding methods
TIG HF – welding with a tungsten electrode in an inert gas shield with contactless arc ignition using a high-frequency igniter. This solution reduces the risk of contamination of the tungsten electrode and welded material, as the electrode does not need to touch the workpiece surface.
TIG Lift – TIG welding with scratch arc ignition. This mode does not generate high-frequency pulses, making it useful in environments sensitive to interference, for example near electronics, CNC controllers or in automotive workshops.
TIG MIX – welding with mixed current, combining DC direct current and AC alternating current. This function allows a stable, concentrated arc, deeper penetration and effective surface cleaning. It is especially suitable for welding aluminium and its alloys.
MMA – welding with coated electrodes. This mode is intended for installation, repair and structural work where versatility and compatibility with various electrode types are important.
✅ AC/DC MIX function
The AC/DC MIX mode enables alternating use of direct and alternating current during TIG welding. Increasing the DC current share provides a more stable and concentrated arc, greater penetration, a narrower weld and better control of the weld pool. A higher AC current share provides a wider arc, more effective surface cleaning and shallower penetration.
MIX frequency adjustment allows the arc characteristics to be adapted to the material type and expected weld quality. Higher frequency improves arc stability, increases penetration, narrows the weld and reduces spatter.
✅ AC waveform adjustment
The unit allows selection of the AC current waveform, enabling the arc characteristics to be matched to the material type and workpiece thickness.
- Square wave – a universal waveform, most commonly used for welding various materials. It provides more heat in the welding zone and deeper penetration.
- Sine wave – a classic arc characteristic similar to transformer welders. Suitable for users who prefer traditional arc behaviour.
- Triangular wave – especially recommended for thin materials where reducing heat input into the workpiece is important.
✅ TIG functions
- Pre Flow – gas pre-flow before arc ignition, providing shielding for the tungsten electrode and the welding start area.
- Start Amps – starting current that facilitates arc ignition and control at the beginning of the weld.
- Start Amps Time – duration of the starting current.
- Up Slope – current ramp-up time from the starting current to the welding current.
- Peak Amps – welding current or peak current when operating with pulse.
- Peak On Time – pulse width affecting heat input and penetration depth.
- Base Amps – base current, i.e. the lower current value during pulse welding.
- Pulse Frequency – pulse frequency controlling transitions between peak and base current.
- AC Frequency – alternating current frequency, particularly important when welding aluminium.
- AC Balance – AC balance controlling the ratio of positive and negative phases, affecting surface cleaning, weld width and penetration depth.
- Down Slope – current ramp-down time, allowing controlled weld finishing.
- End Amps – crater current for filling the end of the weld.
- End Amps Time – duration of the crater current.
- Post Flow – gas post-flow after arc extinction, protecting the cooling weld and tungsten electrode against oxidation.
- SPOT On Time – adjustable spot welding time.
- SPOT Interval Time – adjustable pause between spot welding cycles.
✅ MMA functions
VRD – a function that reduces open-circuit voltage. It increases work safety by reducing the risk of electric shock. Full voltage is restored immediately before arc ignition.
Hot Start – a hot start function that temporarily increases current during arc ignition. It makes starting easier and reduces the risk of the electrode sticking to the material.
Arc Force – arc dynamics adjustment. Increasing the value provides deeper penetration and facilitates short-arc welding, while lower settings produce a softer arc and lower penetration depth.
✅ Torch operating modes
2T – two-step mode. Welding is performed while the torch button is pressed. Releasing the button ends the welding process.
4T – four-step mode. After pressing and releasing the torch button, welding continues without the need to hold the button. Pressing the button again starts the welding finish sequence.
SPOT – spot welding mode with adjustable welding time and pause between subsequent spots.
✅ Settings memory
The welder has memory for the most recently used parameters and the ability to save 10 complete sets of settings. This function makes it easier to quickly return to proven configurations for specific materials, workpiece thicknesses or repeatable welding tasks.
✅ Cooling and protection
The device is equipped with the Fan Stop function, which switches off the fan after welding has finished and the unit has cooled down. The fan starts again under load. This solution reduces noise, limits dust intake into the welder and improves working comfort.
The welder also has thermal protection. In the event of overheating, the unit automatically cuts off the welding current, the O.C. indicator lights up and the display shows the “Err” message. After the temperature drops, the protection resets automatically.
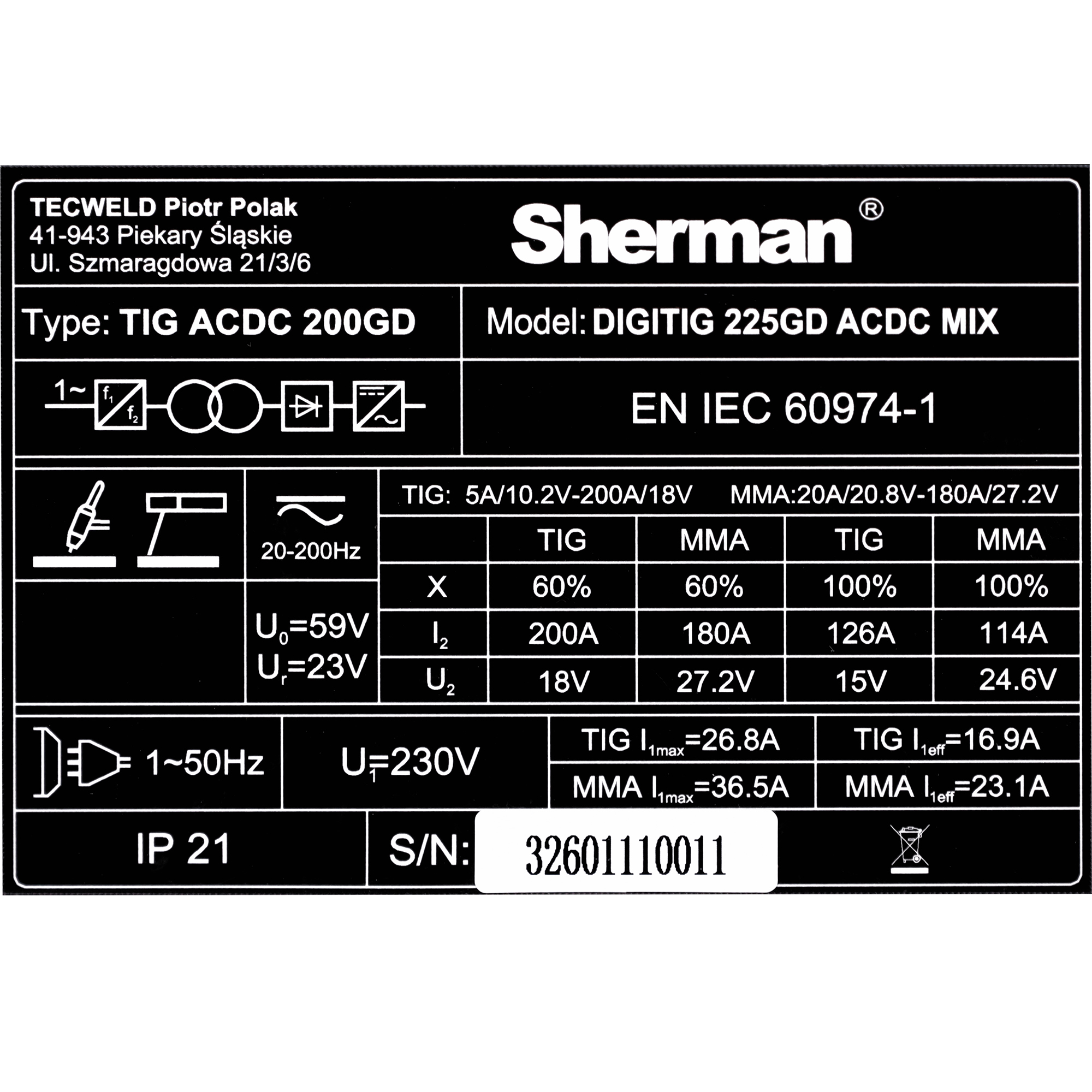
✅ Welder technical data
| Parameter | Value |
|---|---|
| Supply voltage | AC 230 V ±10%, 50 Hz |
| Maximum power consumption | MMA: 6.6 kVA / TIG: 4.2 kVA |
| Rated welding current / duty cycle | MMA: 180 A / 60%; TIG: 200 A / 60% |
| Rated open-circuit voltage | 23 V VRD / 59 V |
| Maximum current consumption | MMA: 36.5 A / TIG: 26.8 A |
| Mains protection | 25 A |
| Protection rating | IP21 |
| Dimensions | 455 x 195 x 415 mm |
| Weight without accessories | 18.5 kg |
✅ Parameter adjustment ranges
| Parameter | Adjustment range |
|---|---|
| Arc Force | 0 – 100 A |
| Hot Start | 0 – 50 A |
| Gas pre-flow | 0.1 – 3 s |
| Gas post-flow | 0 – 15 s |
| Current ramp-up | 0 – 15 s |
| Current ramp-down | 0 – 25 s |
| Starting current | 5 – 200 A |
| Starting current time | 0 – 10 s |
| MMA welding current | 20 – 180 A |
| TIG DC welding current | 5 – 200 A |
| TIG AC welding current | 10 – 200 A |
| Base current | 5 – 95% of welding current |
| Crater current | 10 – 200 A |
| Crater current time | 0.1 – 10 s |
| Pulse frequency | 0.5 – 200 Hz |
| Pulse width | 10 – 90% |
| AC frequency | 20 – 200 Hz |
| AC balance | 20 – 80% |
| Mixed current MIX frequency | 0.1 – 10 Hz |
| Mixed current MIX balance | 10 – 90% |
| Spot welding time | 0.1 – 10 s |
| Pause time during spot welding | 0 – 10 s |
✅ TIG torch parameters
| Parameter | Value |
|---|---|
| Torch type | T-26 |
| Maximum current capacity | 200 A |
| Gas flow | 10 – 20 l/min |
| Arc ignition | Contactless HF |
| Torch length | 4 m |
✅ Operating conditions
- Ambient temperature range: from -10°C to +40°C.
- Relative air humidity: up to 80%.
- Atmospheric pressure: 860 – 1060 hPa.
- Operating altitude: up to 1000 m above sea level.
- Permissible supply voltage fluctuations: up to ±10%.
- The device is intended for indoor use; the IP21 protection rating does not allow operation in rain.
✅ Set contents
- DIGITIG 225GD AC/DC MIX welding power source – 1 pc.
- TIG torch – 1 pc.
- Ground cable with clamp – 1 pc.
- Operating manual – 1 pc.
- Packaging – 1 pc.
✅ Summary
DIGITIG 225GD AC/DC MIX is an advanced TIG AC/DC welder with mixed current function, designed for users who require wide parameter adjustment and high weld quality. The device combines TIG welding precision, MMA functionality, digital control, settings memory and extensive adjustment of AC current, pulse and MIX mode.
With a current range of up to 200 A in TIG, aluminium welding capability and functions supporting arc stability, this model is suitable for workshop, production and service applications.