





Choose a category
- Welding machines
- Weld bead cleaners
- Welding positioners
- Induction heaters
- Plasma cutters
- Rectifiers and starters
- Gas accessories
- Water coolers
- Trolleys
- Welding helmets
- Welding consumables
- Chemical
- Torches
- Abrasives
- Health and safety
- Spare parts
- Welding accessories
- Workshop tools
- Pneumatics
 New products
New products- Products on sale
Sherman DIGIMIG 200 Synergic










Regular price:
product unavailable
Description
SHERMAN DIGIMIG 200 SYNERGIC
| Brand: SHERMAN | Welding methods: MIG, MMA, TIG LIFT | Power supply: 230V | Welding current: 200A | Efficiency: 45% |
STANDARD EQUIPMENT
- Sherman DIGIMIG 200 Synergic welding machine
- Welding gun TW-15
- Electrode cable
- Mass cable
The synergistic DIGIMIG 200 SYNERGIC welder is used for manual welding of steel and non-ferrous metals.
Allows welding by methods
- MMA (coated electrode),
- TIG Lift,
- MIG / MAG.
Due to the change of polarity, the device allows you to weld with the MIG / MAG method using both standard wires in a protective gas shield and self-shielding flux-cored wires.
The welder allows you to connect a Spool Gun (SG) with a mini wire feeder installed in it and a spool of steel or colored wire D100. The digital control allows easy adjustment of parameters, characteristics and arc dynamics.
The device has the memory of the last setting, i.e. after turning it off and on again, the last set parameters are restored.
The use of synergic settings in the welder for ordinary steel and aluminum alloys significantly simplifies its operation and allows it to be used by people with less experience and hobbyists.
TECHNICAL DATA
- Supply voltage: AC 230V 50Hz
- Maximum power consumption: 6.6 kVA
- Rated welding current / duty cycle: MIG: 200A / 45%; MMA: 180A / 60%; TIG: 200A / 60%
- Nominal no-load voltage 65 V (9V with VRD)
- Wire spool diameters: 100mm, 200mm
- Maximum current consumption: MIG: 33 A; MMA: 33 A; TIG: 24 A.
- Weight: 13 kg
- Dimensions [mm]: 480 x 210 x 330
- Protection degree: IP21
RANGES OF PARAMETER ADJUSTMENTS
- Welding current: MIG: 30 - 200 A; MMA: 20 - 180 A; TIG: 10 - 200 A.
- Welding voltage: MIG: 17.5 - 24.7 V
- Wire feed speed: 2 - 15 m / min
- Inductance: -10 - + 10%
- Burnback time 0-10
- Access speed of the feeder 0 - 10
- Welding voltage correction -5 - +5 V
- ARC FORCE (MMA): 0 - 10 A.
- HOT START (MMA) 0 - 10 A.
LEVEL OF SECURITY
The IP defines the degree to which the device is resistant to the ingress of solid and water contaminants. IP21 means that the device is adapted to work in closed rooms.
IGBT TECHNOLOGY
Modern technology based on bipolar transistors with an insulated gate. It combines the ease of control of field effect transistors with a high breakdown voltage and the switching speed of bipolar transistors. The use of IGBT technology significantly extends the reliable operation of welding equipment.
PROTECTION AGAINST OVERHEATING
The IGBT module is protected against overheating by a protective system that switches off the machine's welding circuit. After a few minutes, the welding machine cools down to a temperature that allows it to be turned on again automatically.
WORK CYCLE
The duty cycle is based on a 10-minute period. Duty cycle of 45% means that after 4.5 minutes of operation, 6.5 minutes of rest is required. Duty cycle of 100% means that the device can work continuously without interruption
MMA
A covered electrode method consisting of a metal core covered with a sheath. The device allows welding with all types of electrodes, e.g. basic, cellulose, rutile or acid.
ARC FORCE
Increasing or decreasing the length of the welding arc depending on the distance between the electrode and the material to be welded. It allows you to adjust the dynamics of the welding arc. Shortening the arc length is accompanied by an increase in the welding current, which stabilizes the arc.
VRD
The VRD function lowers the voltage in no-load condition. The correct voltage is not restored until just before the arc is struck. This minimizes the risk of electric shock, but in some cases may make the arc difficult to ignite.
HOT START
The purpose of this function is to prevent the electrode from sticking to the material and is a great help when striking the arc. It works when the arc is struck, causing the welding current to temporarily increase above the value set by the welder.
SYNERGY
Welding with the MIG / MAG method using synergic settings. The device selects welding parameters depending on the selected type and thickness of the material. These parameters can be changed by the user in order to adjust the settings to their own needs. Many programs have been prepared for synergic welding, including the braze welding program.
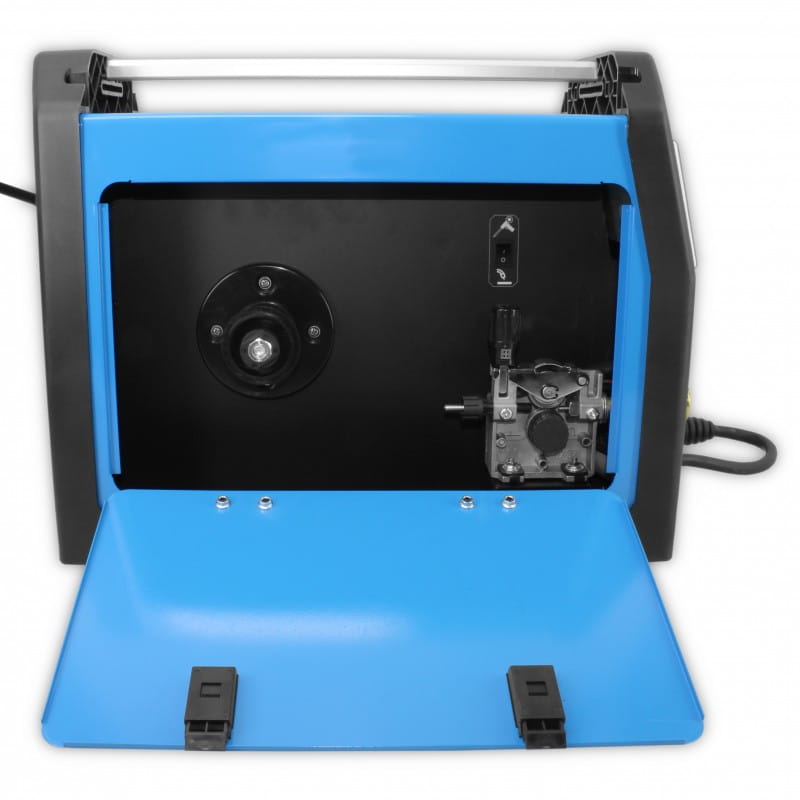
2 ROLL WIRE FEED
A professional feeder made of die-cast aluminum, has a powerful motor that allows for stable wire feeding without jamming. It is equipped with 2 drive rollers.
SMOOTH ADJUSTMENT OF WIRE FEED
Smooth regulation of the wire feed speed is supported by an additional potentiometer, which allows you to set the speed for different wire diameters.
EUROCONNECTOR
Standard connection for welding torches, which enables the connection of various types of torches (e.g. prepared for aluminum welding by replacing the Teflon insert and contact tip).
REGULATION OF INDUCTION
It enables optimization of the arc characteristics depending on the thickness of the welded element as well as the welding method and conditions. The function is useful during MIG / MAG welding of thin elements, preventing them from burning out and brazing of galvanized elements.
2T / 4T
2T - Pressing the gun trigger button will cause gas to pre-flow, then strike the arc and start welding. When the button is released, the arc will be extinguished and gas will flow out.
4T - Pressing and releasing the welding gun button will pre-flow gas, then strike the arc and start welding. When the button is pressed and released again, the arc will be extinguished and gas will flow out.
REVERSING POLARITY - WELDING WITHOUT GAS
Thanks to the variable polarity, it is possible to weld with the FLUX method with flux-cored wire without shielding gas. The wire is filled with a flux that produces protective gases during welding.
EASY TO USE, CLEAR CONTROL PANEL
The easy-to-use control panel enables precise and smooth adjustment of parameters. The digital display shows the actual current during welding. The semi-automatic welding machine has a menu that facilitates operation and allows you to choose the type of material to be welded.
WELDING OF ALUMINUM ALLOYS
Welding aluminum is not a simple activity, it requires experience, knowledge and certain practices from the welder, which will facilitate the execution of welds on aluminum elements.
Depending on the needs, appropriate voltage and inductance corrections should be made to obtain the desired effect.
EUROCONNECTOR
Standard connection for welding torches, which enables the connection of various types of torches (e.g. prepared for Aluminum welding or Braze welding by replacing the Teflon insert and contact tip).
TIG DC LIFT
Welding with a tungsten electrode in an inert gas shield using a handle with a gas valve in the handle. The arc is struck by rubbing, similar to MMA ignition.
The use of this method enables the welding of all types of steel, i.e. carbon, alloy, stainless, acid-resistant steel, as well as copper alloys, e.g. bronze or brass.
ATTENTION! The TIG torch is not a standard kit accessory.
SPOOL-GUN
The device allows you to connect a Spool Gun (SG) with a mini wire feeder and a D100 spool of steel or colored wire.
ATTENTION! The SPOOL-GUN handle is not a standard accessory of the set.
STRONG AND ROBUST CONSTRUCTION
The device casing is made of light and durable composites, resistant to all kinds of mechanical damage.
EASY TRANSPORT
The welding machine is equipped with two transport handles for convenience when changing jobs.
COOLING
The device has a fan cooling system, which significantly increases its efficiency